Atualmente, os dados de qualidade nas indústrias, gerados através de medições de produtos ou processos, são obtidos em tempo real durante a fabricação dos itens. Por já contar com essa capacidade, o Controle Estatístico do Processo, ou CEP, é essencial para monitorar cada um dos procedimentos.
Esse controle de variação ajuda a registrar dados e permite ver quando um evento incomum está acontecendo. Ou melhor: consegue prever quando ele pode ocorrer!
Muitas das máquinas utilizadas atualmente já possuem o Controle Estatístico do Processo incorporado com programas e softwares instalados para controle e análise. Mas você já sabe como ele funciona na prática, o que precisa para implementar e quais os benefícios que traz para sua operação?
Neste conteúdo, você vai conhecer todos esses detalhes sobre o CEP. Boa leitura!
O que é o Controle Estatístico do Processo?
Podemos definir o Controle Estatístico do Processo (CEP) como o uso de técnicas estatísticas para controlar um processo ou método de produção através de um gráfico. Essa ferramenta, aliada à gestão dos procedimentos internos, pode ajudar a:
- Monitorar o comportamento dos processos;
- Descobrir problemas em sistemas internos;
- Encontrar soluções para problemas de produção.
Originalmente desenvolvido por Walter Shewhart no início dos anos 1920, esse gráfico de controle ajuda a registrar dados e permite ver quando um evento incomum ocorre, especificamente quando há saídas não conformes. Isso é possível graças à observação do valor muito alto ou baixo em comparação com o desempenho considerado típico para o processo.
O gráfico de controle CEP está entre as 7 ferramentas de qualidade. Na prática, ele funciona como uma amostra do processo, considerando dois limites principais: o limite superior de controle (LSC) e o limite inferior de controle (LIC). As situações normais se enquadram entre um limite e outro. O restante se considera saídas não conformes.
Ao monitorar e identificar saídas não conformes, é possível eliminar a origem do problema (a causa raiz) e, com isso, normalizar o processo em questão. Nos processos produtivos, isso diminui os riscos de que todo um lote de determinado produto seja perdido, por exemplo. Afinal, são aplicadas medidas corretivas com antecipação e agilidade.
Como surgiu o CEP?
O CEP se tornou usual durante a Segunda Guerra Mundial pelos militares, nas instalações de munições e armas. A demanda cada vez maior por esses produtos os forçou a procurar uma maneira melhor e mais eficiente de monitorar a qualidade de cada item sem comprometer a segurança.
O Controle Estatístico do Processo preencheu essa necessidade. E, com esse resultado, ele foi adaptado e utilizado depois pelas empresas japonesas de manufatura, onde ainda é usado.
Mas só foi na década de 1970 que começou a ganhar aceitação global devido à pressão da indústria americana por produtos de alta qualidade importados do Japão. Hoje, essa é uma ferramenta de qualidade amplamente utilizada em diversos setores, como você verá a seguir.
Qual a importância do Controle Estatístico do Processo?
Processos precisam obedecer a padrões para que aconteçam dentro da normalidade. Em outras palavras, é importante que se mantenham estáveis, o que significa que as variáveis precisam estar dentro dos limites (mínimo e máximo) para que a qualidade dos serviços ou produtos não seja impactada.
A importância do Controle Estatístico do Processo está, então, em monitorar essas variações com o objetivo principal de atuar para que elas não saiam do controle. E, caso existam saídas não conformes, que se possa atuar rapidamente e evitar problemas maiores.
Outro aspecto importante sobre o CEP é a previsibilidade do processo. Ao seguir padrões e se manter em índices comuns de variações, um processo pode ter suas etapas previstas. Esse controle é essencial para que as melhores práticas sejam adotadas e, através delas, se mantenha uma evolução nas fases dos processos.
Para entender melhor essa importância, vamos pensar em um exemplo simples. Em uma indústria têxtil, o padrão seria o de embalar 50 metros de tecido em cada rolo. No entanto, por uma falha, estavam sendo embalados 60 metros. Se essa saída não conforme não for identificada logo, quanto de prejuízo trará?
Com o CEP, isso seria percebido e solucionado. Além de ser criado um plano de ação para que erros similares não voltem a acontecer futuramente.
Quando e onde aplicar o CEP?
Já vimos que o Controle Estatístico do Processo é uma ferramenta imprescindível na gestão de processos. Justamente por ser tão importante, sua aplicação pode (e deve) ser feita em diferentes momentos e situações. Inclusive, pensar em uma periodicidade é essencial para que o controle aconteça de forma contínua.
Algumas situações em que o CEP pode ser aplicado são:
- Para monitorar processos de rotina;
- Para identificar problemas em processos recém implementados ou com suspeitas de falhas;
- Para encontrar pontos de melhorias em processos internos;
- Para determinar a estabilidade de um processo;
Por ser uma importante ferramenta de qualidade, o CEP é aplicado em empresas e/ou setores de segmentos diversos. Afinal, o Controle Estatístico do Processo é um recurso importante para qualquer operação.
Sem o CEP, as empresas avaliam a qualidade do produto apenas nas etapas finais, o que traz uma série de impactos negativos – tanto para o consumidor quanto para a produtividade interna. Então, para que esse controle de qualidade aconteça desde as etapas iniciais, fazer o CEP é otimizar a gestão de processos e elevar a qualidade de fluxos e resultados.
Como devem ser os gráficos de análise do CEP?
Para entender como devem ser os gráficos de análise do CEP, é preciso compreender as variações que são controladas por ele. No começo deste artigo, falamos sobre os limites do CEP, você se lembra? São eles o limite superior de controle (LSC) e o limite inferior de controle (LIC).
No gráfico do CEP, o que se faz é tentar distinguir a variação do processo entre dois tipos, pensando nos limites acima. Veja os dois tipos de variações:
Tipo 1: variação de causa comum
Como o nome já indica, são variações consideradas comuns, isto é, são parte do processo e podem estar sempre presentes. Isso acontece porque essas variações são características e, justamente por isso, já foram previstas. No gráfico, elas aparecem dentro dos limites LIC e LSC e, de maneira geral, não afetam consideravelmente o produto final. Ainda assim, é importante considerá-las, já que podem indicar que o processo não está bem padronizado.
Tipo 2: variação de causa especial
Esse tipo de variação surge devido a fontes externas e indica que o processo tem algo fora do controle estatístico. São, portanto, variações incomuns e que não foram previstas inicialmente. No gráfico, elas aparecem fora dos limites (de um deles ou de ambos) e têm impactos consideráveis no produto final. Para essas variações, são necessárias ações corretivas.
No gráfico do CEP, é preciso que constem as linhas dos dois limites (superior e inferior). Além deles, é importante ter também uma linha média (LM), que ajuda a identificar as variações e interpretar os dados corretamente. Veja um exemplo:
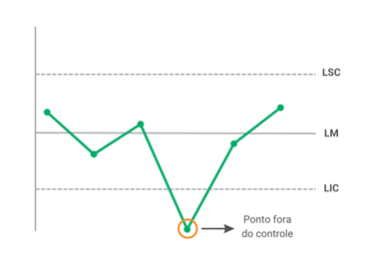
Através do CEP, você pode identificar as variações acima, a periodicidade em que acontecem e, ainda, se há uma tendência para o limite inferior ou superior. Todos esses dados são importantes para identificar problemas e aplicar as ações corretivas com antecedência, evitando não conformidades a longo prazo.
Vários testes podem ajudar a determinar quando um evento fora de controle ocorreu. Assim, à medida que mais testes são realizados, maiores são as chances de ter um alerta real. Por isso a necessidade de aplicar o CEP periodicamente.
Tipos de Cartas de Controle no CEP
Carta X̄–R
A Carta X̄–R é uma das mais utilizadas no Controle Estatístico do Processo quando se trabalha com variáveis contínuas, como peso, espessura, temperatura ou diâmetro de peças. Ela é indicada para amostras pequenas, geralmente entre 2 e 10 medições por coleta.
Nessa estrutura, a carta X̄ monitora a média das amostras ao longo do tempo, enquanto a carta R acompanha a amplitude (diferença entre o maior e o menor valor dentro da amostra). Essa combinação permite observar tanto o comportamento central do processo quanto a dispersão das medições.
Um exemplo prático seria o controle do diâmetro de parafusos produzidos em uma linha automatizada. Se a média começar a se deslocar ou a variação interna aumentar, o gráfico sinaliza rapidamente que há uma possível instabilidade.
Um erro comum é utilizar a Carta X̄–R em amostras grandes, o que pode comprometer a sensibilidade da análise. Para esses casos, a Carta X̄–S é mais adequada.
Carta X̄–S
A Carta X̄–S também é aplicada a variáveis contínuas, porém é mais indicada quando o tamanho das amostras é maior (normalmente acima de 10 medições por coleta).
Enquanto a carta X̄ monitora a média das amostras, a carta S acompanha o desvio padrão, oferecendo uma análise mais robusta da variabilidade do processo. Isso a torna especialmente útil em operações de maior complexidade ou quando se busca maior precisão estatística.
Um exemplo de aplicação é o controle da espessura de chapas metálicas em indústrias automotivas, onde pequenas variações podem impactar a segurança estrutural do produto final.
O erro mais frequente é utilizar a carta R quando o tamanho da amostra já exige o uso do desvio padrão. Isso pode reduzir a confiabilidade da análise da variabilidade.
Carta p
A Carta p é utilizada quando se trabalha com dados de atributo, ou seja, quando o resultado é classificado como conforme ou não conforme. Ela monitora a proporção de itens defeituosos em relação ao total inspecionado.
É indicada quando o tamanho das amostras pode variar ao longo do tempo, já que a proporção é calculada com base no número total de unidades avaliadas.
Um exemplo clássico é o controle da taxa de produtos com falha visual em uma linha de inspeção final.
Um erro comum é utilizá-la para medir número absoluto de defeitos em vez da proporção. Nesses casos, a Carta np pode ser mais adequada.
Carta np
A Carta np também trabalha com dados de atributo, mas monitora o número absoluto de unidades defeituosas, e não a proporção. Para que ela seja aplicada corretamente, o tamanho da amostra precisa ser constante ao longo do tempo.
Ela é bastante utilizada quando o volume de inspeção não varia entre os ciclos produtivos, como em processos com lotes padronizados.
Por exemplo, se uma fábrica inspeciona sempre 200 peças por turno, a Carta np pode acompanhar quantas delas apresentaram defeito.
O erro mais recorrente é aplicá-la em contextos onde o tamanho da amostra muda. Nesse cenário, a Carta p é estatisticamente mais adequada.
Carta c
A Carta c é utilizada para monitorar o número de não conformidades em uma única unidade, considerando que a área de inspeção ou o tamanho da amostra permanece constante.
Ela é bastante comum em inspeções onde um mesmo item pode apresentar múltiplos defeitos.
Um exemplo é a contagem de falhas superficiais em uma única chapa metálica ou em um painel eletrônico.
Um erro comum é utilizá-la quando o tamanho da unidade de inspeção varia. Nesses casos, a Carta u oferece melhor precisão.
Carta u
A Carta u também monitora não conformidades, mas considera o número de defeitos por unidade, permitindo variação no tamanho da amostra ou da área inspecionada.
Ela é especialmente útil quando o volume de produção muda entre ciclos ou quando a inspeção ocorre em áreas de tamanhos diferentes.
Um exemplo seria o controle de falhas por metro quadrado em um processo de revestimento industrial.
O erro mais frequente é confundir defeito com unidade defeituosa. A Carta u contabiliza falhas individuais, não peças inteiras rejeitadas.
Como fazer um controle estatístico do processo?
Para começar a colocar em prática o Controle Estatístico do Processo na sua operação e, através dele, analisar diversos tipos de processos e identificar melhorias e soluções de possíveis problemas, é importante seguir uma série de 5 passos:
1. Escolha suas ferramentas e colete os dados de amostragem
Para que o CEP funcione, você precisa de dados. E, antes disso, é preciso escolher as ferramentas que farão essa captação. Contar com uma plataforma de checklist é essencial para manter os registros ao longo do tempo e já conseguir acessá-los de forma rápida.
Essa alternativa ainda facilita no momento de fazer o acompanhamento no chão de fábrica, já que algumas soluções não dependem exclusivamente da conexão com a internet para funcionar.
2. Defina os limites da análise
Agora que já tem em mãos os dados históricos, você consegue identificar os comportamentos ao longo do tempo. Com isso, você deve fazer uma média e calcular qual o desvio padrão para determinar o LSC, que é o Limite Superior de Controle e o LIC, o Limite Inferior de Controle, como já vimos.
3. Prepare o seu gráfico
Agora o gráfico já pode ser construído. Basta criar a linha do LSC, a outra linha LIC, e no meio incluir uma linha média, similar ao exemplo que vimos no tópico anterior. Após criar esse molde, basta adicionar os dados entre esses intervalos para realizar as análises.
4. Analise as variações
Com os dados inseridos no gráfico, você já pode verificar e analisar mais a fundo as variações que aconteceram no processo. Com ele, fica claro quais os pontos que passaram dos limites definidos.
5. Identifique as causas para melhorar o processo
O grande passo que você pode dar depois de realizar a análise das variações é identificar as causas de cada uma delas, já que vai conseguir visualizar quando e onde aconteceram, a frequência e a tendência.
Além disso, é possível e muito importante traçar o plano de ação para melhorar as falhas do processo. Para isso, é importante usar outras ferramentas, como o 5W2H. Com ela, fica muito mais fácil encontrar os problemas e atuar de forma ágil.
Mas para que o Controle Estatístico do Processo funcione de fato, é importante fazer e responder uma série de perguntas:
- Os dados atuais podem ser usados para melhorar seus processos ou são apenas dados para gerar um gráfico?
- Os tipos certos de dados estão sendo coletados nas áreas certas?
- As decisões estão sendo tomadas com base em dados reais?
- Você pode determinar facilmente a causa dos problemas de qualidade?
- Você já consegue prever quando deve executar a manutenção preventiva nas máquinas?
Exemplo prático de aplicação do CEP na indústria
Imagine uma indústria metalúrgica que precisa controlar o diâmetro de um eixo, cujo padrão especificado é 50 mm. Para garantir a estabilidade do processo, são coletadas amostras de 5 peças a cada hora.
Após a coleta inicial de dados, foi identificada:
- Média das amostras (X̄): 50,02 mm
- Desvio padrão (σ): 0,03 mm
Para determinar os limites de controle, utiliza-se a fórmula simplificada:
- Limite Superior de Controle (LSC) = Média + 3σ
- Limite Inferior de Controle (LIC) = Média − 3σ
Aplicando os valores:
- LSC = 50,02 + (3 × 0,03) = 50,11 mm
- LIC = 50,02 − (3 × 0,03) = 49,93 mm
Isso significa que qualquer medição fora desse intervalo indica uma possível variação especial e exige investigação.
Interpretação do gráfico
Se, ao longo das medições, os pontos permanecerem entre 49,93 mm e 50,11 mm, o processo é considerado estatisticamente sob controle.
No entanto, se ocorrer:
- Um ponto acima de 50,11 mm
- Um ponto abaixo de 49,93 mm
- Ou uma sequência contínua de medições se aproximando de um dos limites
Pode haver uma instabilidade causada por desgaste de ferramenta, falha de calibração ou variação de matéria-prima.
Esse tipo de análise permite atuar antes que peças fora da especificação cheguem ao cliente.
Como fazer o acompanhamento do Controle Estatístico do Processo?
Agora que já vimos como fazer um Controle Estatístico do Processo, é importante considerar, mais uma vez, que esse controle se torna muito mais eficiente se realizado periodicamente. Afinal, processos produtivos não são engessados e, frequentemente, há mudanças em algumas de suas fases.
É fundamental, portanto, fazer o acompanhamento do CEP e, através dele, elaborar os planos de ação necessários para que os indicadores de variações voltem a estar dentro dos limites de normalidade. Algumas das formas de realizar esse acompanhamento são:
Auditorias
As auditorias são processos detalhados para validar atividades, produtos, operações, setores e/ou serviços. Também são aplicadas para analisar produtos finais de uma empresa ou indústria. No controle estatístico, auditar processos é uma maneira eficiente de acompanhar variações, com análises imparciais e otimizadas de todos os fluxos.
Gráficos de controle
Os gráficos de controle, como vimos até aqui, são recursos indispensáveis no CEP. Ao estabelecer limites inferiores e superiores, o acompanhamento das variáveis se torna muito mais eficaz e preciso. Afinal, através dos gráficos, é possível interpretar dados com precisão e observar cenários com uma visão macro de processos.
Mapeamento e digitalização do processo (BPMs)
Mapear um processo é uma forma de identificar os fluxos que fazem parte das etapas envolvidas, compreendendo o papel de cada uma nas cadeias de produção e verificando, com isso, se existem gargalos e como aperfeiçoá-los. A digitalização, por sua vez, auxilia significativamente na agilidade dos planos de ação e na melhoria contínua do todo.
Ferramentas e dispositivos automatizados
A automatização é um recurso que, cada vez mais, otimiza os processos e o dia a dia das empresas e profissionais. Ao diminuir consideravelmente ações que, antes, eram realizadas de forma manual, o que se ganha, por exemplo, é uma agilidade muito maior. Sem falar, ainda, na diminuição de falhas por erros humanos e na padronização dos mecanismos de controle e acompanhamento.
Como analisar um Controle Estatístico do Processo?
A principal maneira de analisar um Controle Estatístico do Processo é verificando as variações, isto é, analisando se são comuns ou especiais. Variações comuns, como vimos, são aquelas que fazem parte do processo, são controladas e provavelmente já estavam previstas. As demais indicam problemas nesse processo e, por isso mesmo, demandam uma atuação corretiva.
Para analisar um CEP, é importante, então, observar essas variações e a maneira como se apresentam. Alguns dos aspectos a se considerar nessa análise são:
- Qual a periodicidade das variações encontradas?
- Qual a tendência das variações: elas ultrapassam o limite inferior, superior ou ambos?
- Existe uma sequência visível dessas variações, isto é, elas se repetem de forma praticamente idêntica em curtos períodos?
- Quão distantes estão as variações quando ultrapassam os limites previstos?
Essa série de perguntas ajuda a interpretar as informações dos gráficos e, mais que isso, a identificar de que formas se comportam as variações identificadas. É fundamental realizar essa análise de forma detalhada, já que, através de dados concretos e corretos, as tomadas de decisão são muito mais estratégicas.
Com todas as ferramentas que vimos no tópico anterior, a análise do CEP consegue englobar todas as etapas dos processos, desde o princípio até a conclusão. Com isso, a diminuição de falhas é significativa e as melhorias podem se tornar constantes.
O que são cartas de controle?
Na prática, Cartas de Controle são outra forma de se referir ao gráfico de controle do CEP. Então, são ferramentas que também analisam processos a fim de identificar variações que precisam ser controladas e resolvidas. As Cartas de Controle mostram um conjunto de informações importantes para verificar como está o andamento de processos.
Para entender melhor tanto a definição de Cartas de Controle quanto a sua importância na gestão de processos, é fundamental abordar alguns conceitos:
Pontos fora dos Limites de Controle
Os pontos fora dos limites de controle são, como o nome já diz, as variações que ultrapassam os limites inferior e superior. No CEP, esses pontos indicam que há problemas a serem resolvidos e que, no processo, existem variáveis fora do comum (variações especiais).
Periodicidade
Ao analisar uma Carta de Controle, ou um gráfico de controle, é possível identificar a periodicidade das variações, tanto as comuns quanto as especiais. Dessa forma, é mais fácil identificar a dimensão dos problemas e a maneira como essas falhas de fluxo acontecem e se há uma repetição identificável.
Sequência
A sequência, por sua vez, indica comportamentos que se repetem dentro do processo. No gráfico, eles aparecem apenas em um dos lados da linha média, consecutivamente. Quando esse tipo de situação aparece na Carta de Controle, pode sinalizar uma variação que se tornou repetitiva. É preciso, então, avaliar se ela precisa ou não ser corrigida e como isso acontecerá.
Tendência
É possível identificar tendências quando as variações aparecem mais próximas de um dos limites (inferior ou superior). Essas variações também têm uma repetitividade considerável e podem indicar, por exemplo, problemas nos equipamentos ou mesmo a influência de fatores ambientais no processo.
Aproximação dos limites de controle
Como o nome já indica, a aproximação dos limites de controle se dá quando as variações no gráfico estão muito próximas das linhas dos limites inferior e superior. Nesse caso, essas variações não ultrapassam os limites (isto é, permanecem entre eles), mas indicam que isso tende a acontecer. Aqui, se aplicam medidas de correção antecipadamente.
Como tratar não conformidades identificadas no Controle Estatístico do Processo?
As variações especiais, como já dissemos, indicam que problemas podem estar ocorrendo no processo. Afinal, são variações que não estavam previstas, ultrapassam os limites do gráfico do CEP e, por isso mesmo, não estão controladas. Nesses casos, essas não conformidades precisam ser tratadas.
Uma não conformidade é, na prática, uma inadequação presente em um processo, produto ou serviço. Essa inadequação pode ser relativa às normas externas ou mesmo aos requisitos e metas internos. Identificar não conformidades é necessário em toda empresa, já que a detecção de irregularidades permite solucioná-las a tempo.
Se você seguiu todos os passos aqui e encontrou não conformidades no CEP, o que fazer em seguida?
Estabelecer um plano de ação
Para solucionar um problema ou, em outras palavras, resolver uma não conformidade, estabelecer um plano de ação eficiente é fundamental, não só para a solução a curto prazo, mas para que esse problema não tenha recorrência futura. Um plano de ação é, resumidamente, o conjunto de tarefas necessárias à correção de um problema.
Plano de ação também é chamado de plano de trabalho ou plano de atividade, e funciona como uma ferramenta indispensável na gestão de processos. Um plano documenta as ações que devem ser tomadas para tratar uma não conformidade, registrando e detalhando esses passos.
Nesses planos, o objetivo é claro: resolver uma não conformidade (ou um conjunto delas). E as ações também precisam ser claras, já que os envolvidos devem entender facilmente a relação de causa e efeito. Ou seja, precisam saber de que forma tal ação impactará o processo para que o problema seja solucionado.
Automatizar suas operações
A automatização é outra ferramenta essencial para tratar não conformidades identificadas no CEP. Mais que isso, é uma maneira assertiva de prevenir que não conformidades aconteçam e levar as operações a uma melhoria crescente. Um bom exemplo disso é o uso de checklists, que otimiza significativamente o CEP.
Com a automatização, os dados sobre processos – especificamente sobre não conformidades – podem ser registrados e centralizados em um mesmo ambiente. Essa centralização facilita o acesso a dados atualizados e o compartilhamento de informações com outros envolvidos e/ou responsáveis.
No Checklist Fácil, sistema líder na América Latina, os planos de ação podem ser automatizados, sempre que uma não conformidade for constatada durante a aplicação do checklist. No controle de processos, você pode definir perguntas obrigatórias. Dessa forma, o colaborador não conseguirá concluir o checklist se não responder previamente.
Quais são os benefícios do Controle Estatístico do Processo?
Utilizar o CEP traz uma série de benefícios para a operação. Uma das principais vantagens é que ele coloca a responsabilidade pela qualidade diretamente nas mãos dos profissionais ligados aos processos.
Outro benefício importante é que ele permite que os operadores determinem se um processo está fora de controle antes que algum defeito apareça. Portanto, essa vantagem proporciona um trabalho de prevenção cada vez melhor.
Mas o ponto principal é que o Controle Estatístico do Processo permite que as pessoas que realizam o trabalho saibam que estão produzindo produtos em conformidade e realizem ações preventivas. Afinal, agora é possível ver os processos com sinais de desvio do controle. Outros benefícios são:
- Melhorar a produtividade baseada em dados;
- Reduzir custos;
- Reagir instantaneamente às alterações do processo;
- Tomar decisões em tempo real no chão de fábrica.
Controle Estatístico do Processo na Indústria 4.0
Com o avanço da digitalização industrial, o Controle Estatístico do Processo deixou de ser uma ferramenta baseada apenas em registros manuais e análises posteriores. Hoje, ele pode ser integrado a sensores, sistemas automatizados e plataformas de análise em tempo real.
Na Indústria 4.0, o CEP passa a operar de forma contínua, com coleta automática de dados diretamente das máquinas, eliminando atrasos e reduzindo interferências humanas.
Integração com sensores e IoT
Dispositivos conectados permitem capturar medições instantâneas de temperatura, pressão, vibração, torque e outras variáveis críticas. Esses dados alimentam gráficos de controle automaticamente, possibilitando intervenções quase imediatas quando padrões de risco são identificados.
Isso aumenta significativamente a capacidade de prevenção de falhas.
Análise preditiva e inteligência artificial
Com grandes volumes de dados históricos, é possível aplicar algoritmos de análise preditiva para identificar tendências antes que ultrapassem os limites estatísticos tradicionais.
Enquanto o CEP clássico identifica variações especiais após ocorrerem, modelos analíticos avançados conseguem antecipar comportamentos anômalos com base em padrões históricos.
Isso reduz paradas inesperadas e melhora o planejamento de manutenção preventiva.
Tomada de decisão em tempo real
A integração do CEP com dashboards e sistemas de Business Intelligence permite que gestores acompanhem indicadores críticos em tempo real.
Em vez de análises retrospectivas, a organização passa a atuar de forma proativa, ajustando parâmetros produtivos conforme os sinais estatísticos aparecem.
Qual a diferença entre CEP, inspeção final e Seis Sigma?
CEP x Inspeção Final
A inspeção final consiste na verificação da qualidade do produto apenas ao término do processo produtivo. Nesse modelo, os problemas são identificados quando o item já está pronto.
O Controle Estatístico do Processo, por outro lado, atua durante a execução do processo. Ele monitora variáveis críticas em tempo real, permitindo intervenções antes que o defeito aconteça ou se propague.
Enquanto a inspeção final é reativa, o CEP é preventivo.
Na prática, depender exclusivamente de inspeção final aumenta retrabalho, desperdício e custos operacionais.
CEP x Controle de Qualidade Tradicional
O controle de qualidade tradicional muitas vezes se baseia em auditorias pontuais, checklist manual e inspeções periódicas.
O CEP utiliza dados estatísticos para monitorar estabilidade e variabilidade de forma contínua, oferecendo maior previsibilidade.
O diferencial do CEP está na capacidade de distinguir variações naturais (causas comuns) de variações anormais (causas especiais), algo que métodos tradicionais não conseguem fazer com precisão estatística.
CEP x Seis Sigma
O Seis Sigma é uma metodologia de melhoria de processos focada na redução da variabilidade e defeitos por meio de projetos estruturados (DMAIC).
O CEP é uma ferramenta estatística que pode ser utilizada dentro do Seis Sigma para monitorar a estabilidade dos processos.
Enquanto o Seis Sigma atua de forma estratégica e orientada a projetos de melhoria, o CEP atua de forma operacional e contínua, garantindo que o processo permaneça sob controle após as melhorias implementadas.
Em resumo:
- O CEP mantém o processo estável
- O Seis Sigma melhora o processo
- A inspeção final apenas detecta problemas
Como usar a ferramenta Checklist Fácil para fazer o Controle Estatístico do Processo?
O Checklist Fácil, utilizado por mais de 300 mil profissionais em 14 países, é uma ferramenta que impulsiona a eficiência operacional das empresas. A criação de checklists inteligentes otimiza significativamente o controle de processos e a solução das não conformidades encontradas através desse controle.
Entre as mais de 150 funcionalidades, estão:
- Plano de Ação: como vimos, são essenciais para tratar não conformidades. Com o Checklist Fácil, é possível criar, de forma automática, tratativas para reverter problemas e acompanhar as diversas etapas dessa correção;
- Inclusão de mídias: um recurso importante para descrever não conformidades encontradas e fornecer informações precisas através da comprovação de checagens com fotos e vídeos;
- Integração com sensores IoT (Internet das Coisas): controle de processos em tempo real é indispensável para a agilidade na tomada de decisões. Use esse recurso para automatizar medições de parâmetros e reunir dados de checagens em tempo real;
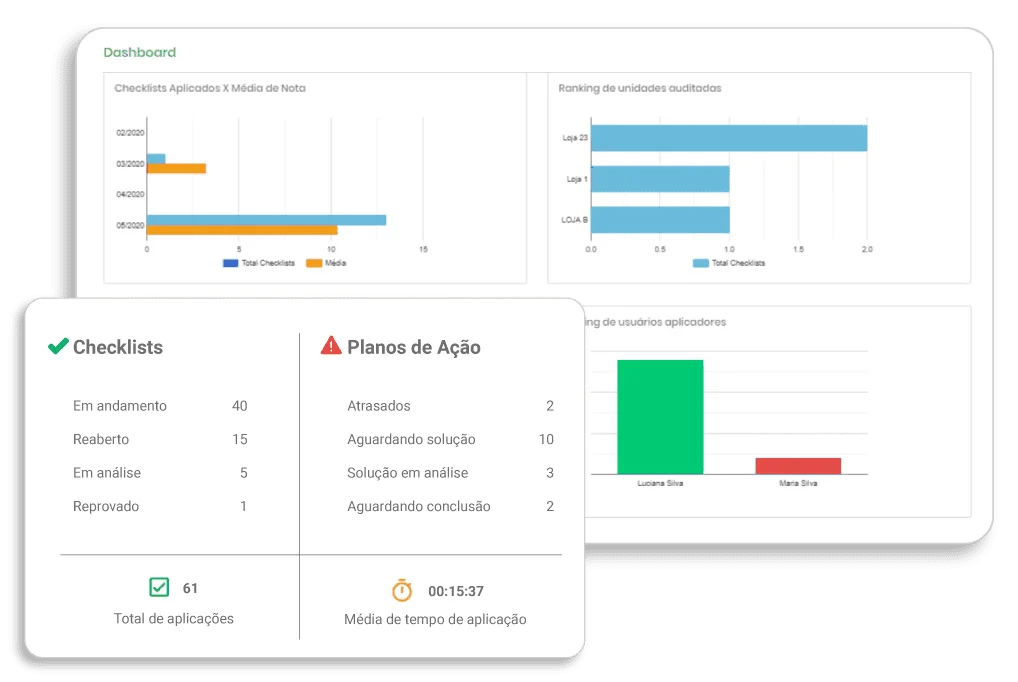
- Relatórios completos, que podem ser integrados a softwares de análise de dados, como o Power BI;
- Integração com Inteligência Artificial, para agilizar a tomada de decisão e a execução dos planos de ação com formulários criados em poucos segundos.